Slic3r имеет два режима работы, Упрощенный и Эксперта. Это можно выбрать из окна Preferences (можно найти в меню File).

Slic3r Настройки
Упрощенный режим предлагает сокращенный набор параметров, достаточный для старта начинающим. Режим эксперта дает больший контроль над тем как генерируется G-код и будет рассмотрен позже.
Настройки 3D печати
Вкладка Print Settings дает возможность изменять настройки влияющие непосредственно на 3D печать. В то время как другие вкладки изменяются редко, настройки на этой вкладке будут изменяться постоянно, возможно для каждой печатаемой модели.

Настройки Печати.
General
Layer height это толщина каждого слоя, и это шаг вдоль вертикальной оси делаемый до экструзии нового слоя сверху предыдущего слоя. Существует несколько факторов влияющих на возможную высоту слоя:
- Желаемое разрешение - Меньшая высота слоя должна дать печать с менее заметными выступами и полосками, так как каждый слой меньше. Эстетика играет здесь роль, так же как и тип модели, например механическая деталь возможно не нуждается в отделке таким высоким разрешением, в тоже время для презентации необходимым.
- Скорость печати - Более короткие слои приводят к гладким отпечаткам, но печать будет дольше, просто потому что экструдер должен пройти шаблон больше раз. Позже целью будет найти баланс между высотой слоя, скорости 3D принтера, и качества результирующего отпечатка.
Верхние и самые нижние слои модели заполняются шаблоном Solid layers. Для нижних слоев важным фактором является как поверхность будет выглядеть при укладке первого слоя в котором могут быть ошибки, поэтому рекомендуется как минимум два нижних слоя.
Аналогичное внимание требуется для верхних слоев. Потому что средние слои вероятнее всего заполняются шаблоном с менее чем 100% заливкой, тогда покрывающие слои должны строить мосты над этим шаблоном и это требует более одного покрывающего слоя.

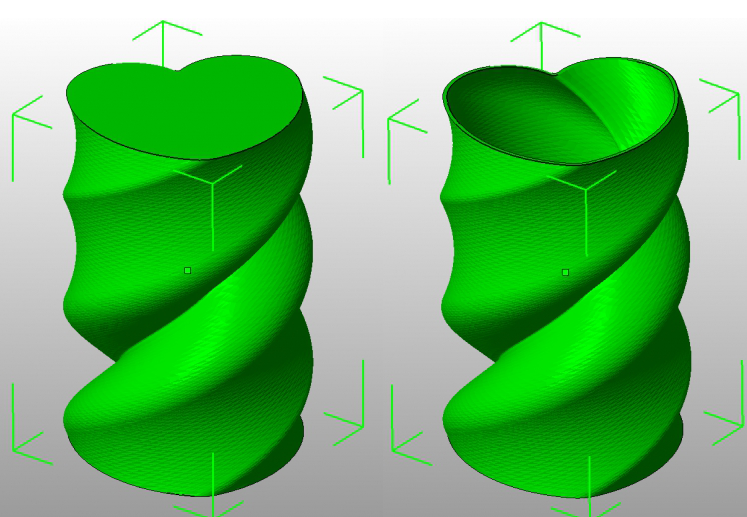
Еще один совет: Задав верхние сплошные слои равными нолю, и заполнение равным нолю, приведет в результате к полому сосуду, идеально для превращения моделей в вазы например. Управляя этими настройками в Slic3r можно получить разные типы печати, а не только использовать для контроля качества поверхности.
Fill density определяется по шкале от 0 до 1, где 1 это 100% и 0.4 будет 40%. В большинстве случаев нет смысла заполнять модель пластиком на 100%, это будет растрата пластика и занимает большее время. На самом деле, большинство моделей может быть заполнено меньшим количеством материала и потом помещенным между слоями со 100% заполнением (смотрите Solid layers выше).
Значение плотности в 0.4 достаточно чтобы дать моделям хорошую механическую прочность. Значение в 0.2 обычно является требуемым минимумом для поддержки плоских потолков. Slic3r предлагает несколько шаблонов заполнения, которые более глубоко обсуждаются в разделе - Шаблоны Заполнения и Плотность. Выбор Fill pattern будет зависеть от типа модели, желаемой структурной прочности, скорости печати, и личного вкуса. Более экзотические методы заполнения обычно слишком медленные и излишне сложные для большинства случаев, так в большинстве случаев выбирают либо rectlinear, line или honeycomb. Honeycomb дает большую прочность, но медленнее чем rectlinear или line.
Печать модели снизу вверх, как и FDM (метод осаждения расплавленной нити), значить что любая нависающая часть будет напечатана в воздухе, и большинство просто упадет или не будет напечатано правильно. Выбрав поддерживающего материала (Generate support material) добавит дополнительные структуры вокруг модели вокруг модели, которые будут строиться до нависающей части. Параметр Pattern spacing определяет насколько плотно поддерживающий материал будет печататься.

Совет: Иногда стоит рассмотреть изменение ориентации модели чтобы по возможности уменьшить нависающие части.
Raft layers добавляет дополнительные слои под моделью и основу с первых дней 3d печати. Он может помочь при печати без нагревательного стола, или если стол не очень плоский, но обычно не требуется и не рекомендуется. Рафт также требует пост-обработку для его удаления.
В упрощенном режиме есть настройки только трех скоростей, которые и рассмотрим:
Brim width используется для добавления большего числа периметров к первому слою, в качестве базовой каймы, для того чтобы обеспечить большую площадь поверхности прилипающей к столу, для уменьшения деформации. Брим в последствии обрезается когда печать завершена и отделена от стола.

Эта функция позволяет составить печатную форму объектов, которые принтер завершает индивидуально до возвращения в Z = 0 и начинает следующий объект. Смотрите раздел Последовательная Печать.
Пример недостаточного количества верхних слоев.
Еще один совет: Задав верхние сплошные слои равными нолю, и заполнение равным нолю, приведет в результате к полому сосуду, идеально для превращения моделей в вазы например. Управляя этими настройками в Slic3r можно получить разные типы печати, а не только использовать для контроля качества поверхности.
Создание вазы из сплошной модели.
Заполнение
Fill density определяется по шкале от 0 до 1, где 1 это 100% и 0.4 будет 40%. В большинстве случаев нет смысла заполнять модель пластиком на 100%, это будет растрата пластика и занимает большее время. На самом деле, большинство моделей может быть заполнено меньшим количеством материала и потом помещенным между слоями со 100% заполнением (смотрите Solid layers выше).
Значение плотности в 0.4 достаточно чтобы дать моделям хорошую механическую прочность. Значение в 0.2 обычно является требуемым минимумом для поддержки плоских потолков. Slic3r предлагает несколько шаблонов заполнения, которые более глубоко обсуждаются в разделе - Шаблоны Заполнения и Плотность. Выбор Fill pattern будет зависеть от типа модели, желаемой структурной прочности, скорости печати, и личного вкуса. Более экзотические методы заполнения обычно слишком медленные и излишне сложные для большинства случаев, так в большинстве случаев выбирают либо rectlinear, line или honeycomb. Honeycomb дает большую прочность, но медленнее чем rectlinear или line.
Поддерживающий Материал
Печать модели снизу вверх, как и FDM (метод осаждения расплавленной нити), значить что любая нависающая часть будет напечатана в воздухе, и большинство просто упадет или не будет напечатано правильно. Выбрав поддерживающего материала (Generate support material) добавит дополнительные структуры вокруг модели вокруг модели, которые будут строиться до нависающей части. Параметр Pattern spacing определяет насколько плотно поддерживающий материал будет печататься.
Пример объекта напечатанного с поддерживающим материалом.
Совет: Иногда стоит рассмотреть изменение ориентации модели чтобы по возможности уменьшить нависающие части.
Raft layers добавляет дополнительные слои под моделью и основу с первых дней 3d печати. Он может помочь при печати без нагревательного стола, или если стол не очень плоский, но обычно не требуется и не рекомендуется. Рафт также требует пост-обработку для его удаления.
Скорость
В упрощенном режиме есть настройки только трех скоростей, которые и рассмотрим:
- Perimeters - Контур модели может только выиграть если будет напечатан немного медленнее, так что внешняя поверхность будет иметь меньше дефектов.
- Infill - Так как заполнение спрятано, то оно может быть напечатано немного быстрее. Будьте осторожны и не печатайте слишком быстро, большие скорости в результате дают тоньшую экструзию, и это может повлиять на связь между экструзиями.
- Travel - Скачки между концом одной экструзии и началом следующей должны быть быстрыми как только позволяет 3D принтер, для того чтобы свести к минимуму загрязнения просачиванием материала из сопла.
Brim width используется для добавления большего числа периметров к первому слою, в качестве базовой каймы, для того чтобы обеспечить большую площадь поверхности прилипающей к столу, для уменьшения деформации. Брим в последствии обрезается когда печать завершена и отделена от стола.
Пример брима.
Последовательная Печать
Эта функция позволяет составить печатную форму объектов, которые принтер завершает индивидуально до возвращения в Z = 0 и начинает следующий объект. Смотрите раздел Последовательная Печать.
Настройки Пластиковой Нити
Filament Settings обычно используется редко, например при настройке нового мотка нити.

Упрощенный режим: Настройки нити.
Нить
Параметр Diameter уже будет заполнен из значения введенного в мастере настройки (смотреть выше), но может быть изменено здесь.
Параметр Extrusion multiplier дает возможность тонкой настройки расхода экструзии, и задается как фактор, т.е. 1 значит 100%, 1.5 будет значить 150%. Хотя значение в идеале должно быть задано в прошивке, оно может быть полезно для тестирования расхода незначительными изменениями этого параметра. Оно изменяет количество пластика пропорционально и должно изменяться маленькими шажками (например +/- 0.05) так как эффект очень заметен.
Температура
Эти значения также заполняются из мастера настройки, но здесь есть возможность задать температуру первого слоя.
Настройки Принтера
Printer Settings будет обновляться редко, если Slic3r не будет использоваться для множества 3D принтеров, на ферме 3D принтеров.

Упрощенный режим: Настройки принтера.
Размер и координаты
Настройки Bed size заполняются из мастера настроек и используются только для просмотра модели на plater.
Print center это точка вокруг которой печать будет отцентрована. Bed size 200х200мм и Print center 100х100мм разместит печать в середине. Иногда желательно напечатать в дали от центра, потому что стекло треснуло например, тогда эта опция должна использоваться.
Z offset может быть использован для компенсации неправильно откалиброванного концевого выключателя по Z. Если сопло останавливается немного дальше от стола, тогда добавление отрицательного значения сместит все слои на это значение. Правильным решением однако будет исправить концевой выключатель самостоятельно.
Оптимальное положение концевого выключателя по Z, это когда сопло едва касается поверхности стола в исходном положении. Лист бумаги дает хорошие показатели при калибровке этого маленького расстояния. Не рекомендуется использовать эту настройку для попыток улучшить адгезию слоев, придавливая нижний слой к столу, вместо этого посмотрите соответствующий раздел этого руководства.
Прошивка
Как выбрано в мастере настройки (смотреть выше), G-code flavour определяет диалект генерации G-кода.
Экструдер
Nozzle diameter был определен в мастере настройки (смотреть выше).
Ретракт
Если экструдируемый материал имеет высокую вязкость он может просачиваться между экструзиями под действием силы тяжести. Установка параметра Lenght в положительное значение вызовет реверс нити на это количество миллиметров до перемещения. Ретракт будет скомпенсирован таким же количеством после перемещения, до начала нового пути экструзии.
Обычно рекомендуется значение между 1 и 2мм. Bowden экструдерам возможно понадобиться до 4 или 5мм, в связи с гистерезисом вводимым трубкой. Установка параметра Lift z в положительное значение поднимет весь экструдер по оси Z на это количество миллиметров во время каждого перемещения. Это может быть полезно для уверенности что сопло не коснется уже уложенного материала, однако обычно в этом нет необходимости и это замедляет печать. Значение 0.1мм обычно достаточно.
G-коды Начала, Конца и Смены Слоя
Пользовательские команды G-кода могут быть запущены до начала 3D печати и после того как 3D печать закончится.
Поля для подстановки могут быть заполнены командами G-кода. Например [next_extruder] вернет индекс следующего экструдера.
RepRap вики является хорошим ресурсом для изучения разнообразных G-кодов, смотрите http://reprap.org/wiki/G-code.
Примечание: Незабудьте проверить что заданный G-код действителен для вашей прошивки.
Код определенный в Start G-code вставляется в начале выводного файла, непосредственно после команд управления температурой экструдера и стола. Заметьте что если команды управления температурой заданы (М104 и М190), тогда они заменяют температурные G-коды представленные в настройках Filament.
Некоторые общие G-коды используемые до начала 3D печати:
- Общая G-код команда G28 - В начальное положение по всем осям.
Некоторые общие G-коды для использования после окончания 3D печати:
- M104 S0 - Устанавливает температуру экструдеро в ноль.
- M140 S0 - Устанавливает температуру нагревательного стола в ноль.
- G28 X0 - В начальное положение оси X.
- M84 - Отключить двигатели.
Перевел Виталий Петербок.
При копировании ссылка на источник обязательна.
При копировании ссылка на источник обязательна.
Комментариев нет:
Отправить комментарий